History
OptiPro Systems, LLC has been developing multi-axis CNC machines for the precision optics industry since the late 1980’s. The original multi-axis machines were spherical grinders implementing coarse and fine diamond ring tools for deterministic micro-grinding. With a consistent precision ground surface provided by the deterministic grinding process, the optical polishing process benefits with reduced cycle times and increased accuracies.
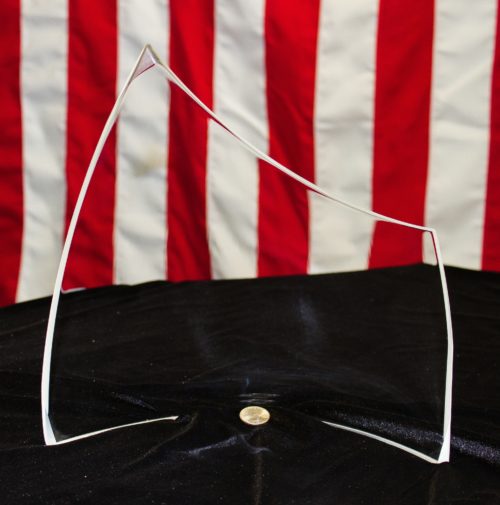
Figure 1: An example of a freeform optic that requires a machining toolpath with five axes of motion in order to be manufactured with precision.
4+1 Machining Applications in the Precision Optics and Technical Ceramic Industries
Optical lens designs are transitioning from spheres, aspheres and cylinders to toroids & freeform geometries. The optical and aerodynamic/conformal window designs with non-axis symmetric surfaces drastically change the manufacturing requirements. Many precision optical surface geometries as shown in Figure 1 require very stringent surface texture specifications. The accuracy of the geometric shape and the amplitude/periodicity of the surface texture are dependent on the grinding and machining process along with the machine dynamics. The positioning of the tool relative to the workpiece by the machining platform will dictate the ability to achieve the aforementioned geometric shape and surface requirements. Grinding components such as medical implants or aerospace mirrors made from advanced ceramics also have very demanding geometric and surface texture specifications and requires multi-axis machine tools to provide optimized manufacturing solutions. The manufacture of a spot block for optics fabrication and coating applications is another candidate workpiece for 4+1 toolpath machining.
Multi-Axis Machining: How It Works
CNC machines are available with 3 linear axes and up to 3 rotary axes for a wide variety of applications. The combination, orientation, travels and kinematics of the axes are critical for a robust grinding/machining process to maintain the proper position of the tool relative to the workpiece surface. Typical grinding and shaping tool geometries include spherical ball, toroidal wheel, cylindrical and cup wheels. The variation of the tool shape, due to tool wear, during the process also drives the machine requirements to maintain a constant tool to work piece interface throughout the machining process. While 5-axis solutions will often make very precise parts with a fine surface finish, a 3 or 4-axis motion may result in a more accurate workpiece with a very good surface finish.
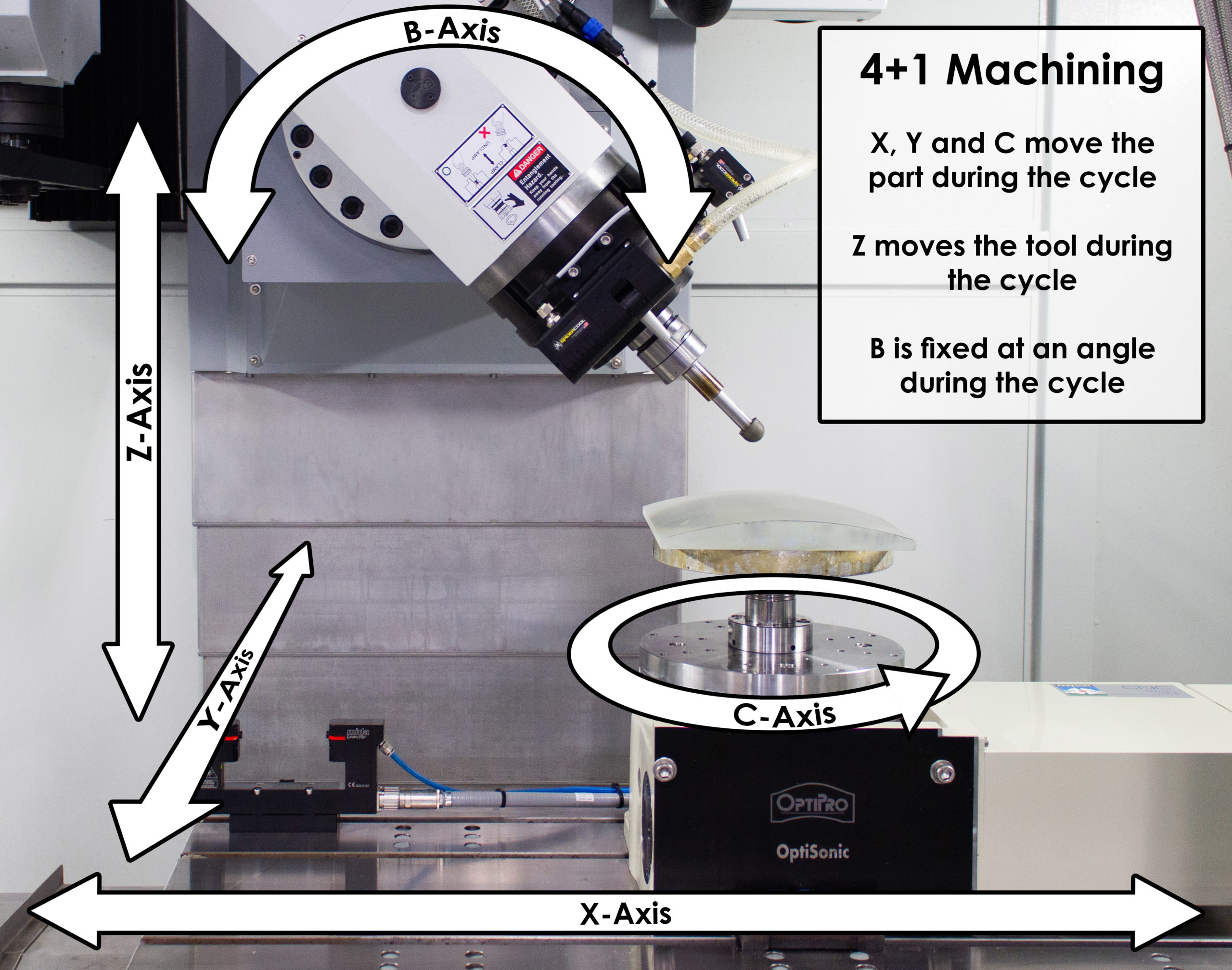
Figure 2: An explanation of how 4+1 machining works on the OptiSonic 1150X ultrasonic machining center.
OptiPro has developed 3 to 6 axis platforms, including eSX 150, eSX 300, eSX 400, and SXL 500 optical grinding machines as well as OptiSonic ultrasonic machining centers, to accommodate the wide gamut of customer applications. The 3 linear axes X, Y and Z, and rotary axes A, B and C provide a full 6 degrees of motion. The most versatile platform is the 5-axis platform as shown in Figure 2, which can accommodate 5-axis machining as well as 4+1 and 3+2 machining. The geodesic dome machined from an advanced ceramic material in Figure 3 shows the capability of a 5-axis platform to produce complex components. The 5-axis platform combined with a CAM system such as Mastercam or PROSurf provides the utmost in manufacturing versatility required to produce an efficient process.
The utilization of long tool shanks for accessing deep pockets, large aerodynamic windows, air foils and cored holes is an advantage of having the rotary B-axis position the tool spindle as it rotates. A primary disadvantage is that the large distance between the tool tip and the center of rotation of the B-Axis results in positional errors and larger tool vibrations. 4+1 machining is a simplification of the 5-axis machine toolpath. The 4+1 machining provides a toolpath that positions one of the rotary axis, holds this axis in place and then simultaneously moves the other 4 axis during the process. Often, there are benefits with 4+1 machining as it provides an increase in accuracy due to the reduction of moving axis.

Benefits of 4+1 Machining
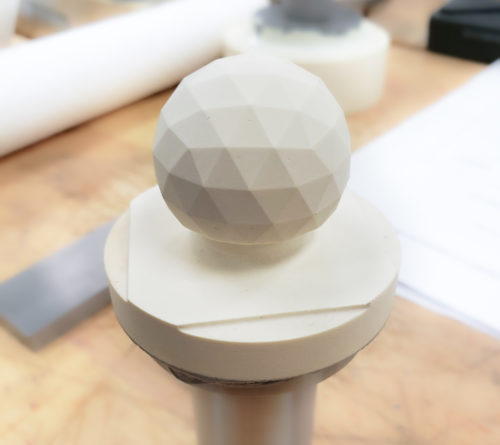
Figure 3: A geodesic dome made from an advanced ceramic material produced on a 5-axis OptiSonic ultrasonic machining center.
There are many machine tool kinematic styles, generally one of the rotary axes has unlimited motion, and the other axes has a restricted axis range. OptiPro’s 5-axis platform typically has a rotary C-axis which holds the workpiece and can also be utilized as a precise (< 0.5 micron runout) rotational spindle. This combination allows for unique toolpath configurations that incorporate this precision rotary axis and reduces the motion of the other axes. 4+1 machining does not always maintain a constant angle of the tool to the workpiece, but allows for a simplified toolpath utilizing the most accurate machine axes. The overriding benefits are the increased rigidity of the machine platform during the grinding/machining process and the resultant reduction in tool wear, cutting time and improved accuracy-surface finish resulting from 4+1 machining.
Contact OptiPro today for more information or if you think your company would benefit from adding a machine with 4+1 machining capability.