Ceramic Matrix Composites (CMC’s), much like technical ceramics, have resilient mechanical and thermal properties that allow these materials to withstand harsh environments. Ceramic Matrix Composites have high tensile strength, compressive strength, and toughness, making them less prone to part breakage. Because of this, CMC’s are an ideal material choice when manufacturing components for applications such as aerospace and defense. An advantage of CMC’s over technical ceramics is a higher fracture toughness. This is due to the ceramic fibers that reinforce a material that would be weaker on its own.
The material properties that make CMC’s ideal for use in harsh environments also makes them difficult to machine. One of the biggest challenges is that the material is extremely rough on cutting tools and can quickly wear them down. The wear rate of the tool causes machining to become more costly, as tools must be frequently replaced and the process becomes less stable as the geometry of the tool changes. However, there are newer, more advanced technologies available that provide increased manufacturability of CMC’s as well as many other tough-to-cut materials.


OptiSonic, OptiPro’s ultrasonic assisted machining centers, has been shown to be an ideal solution for the processing of Ceramic Matrix Composites. The addition of ultrasonic assistance causes the grinding tool to oscillate at a very small amplitude at a high frequency. This small oscillation can help to reduce cutting forces by up to 50%, increase removal rates, improve surface quality, and significantly reduce tool wear rates. All of which yields lower costs, decreased processing times, and higher throughput.
The following test involving carbon fiber reinforced silicon carbide (C/SiC) material demonstrates the benefits of utilizing OptiSonic when manufacturing CMC components.

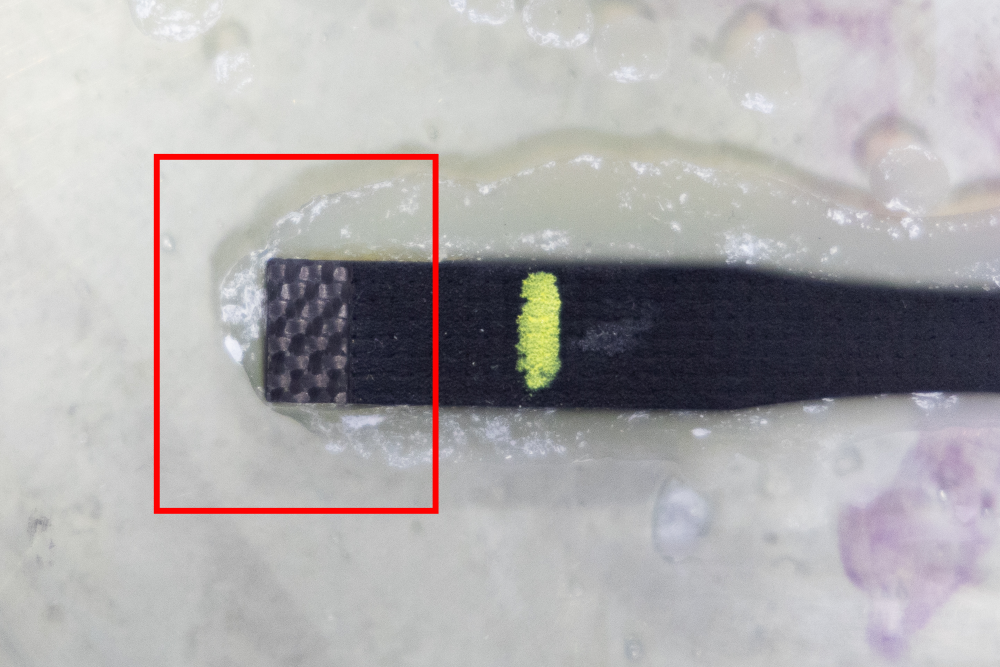
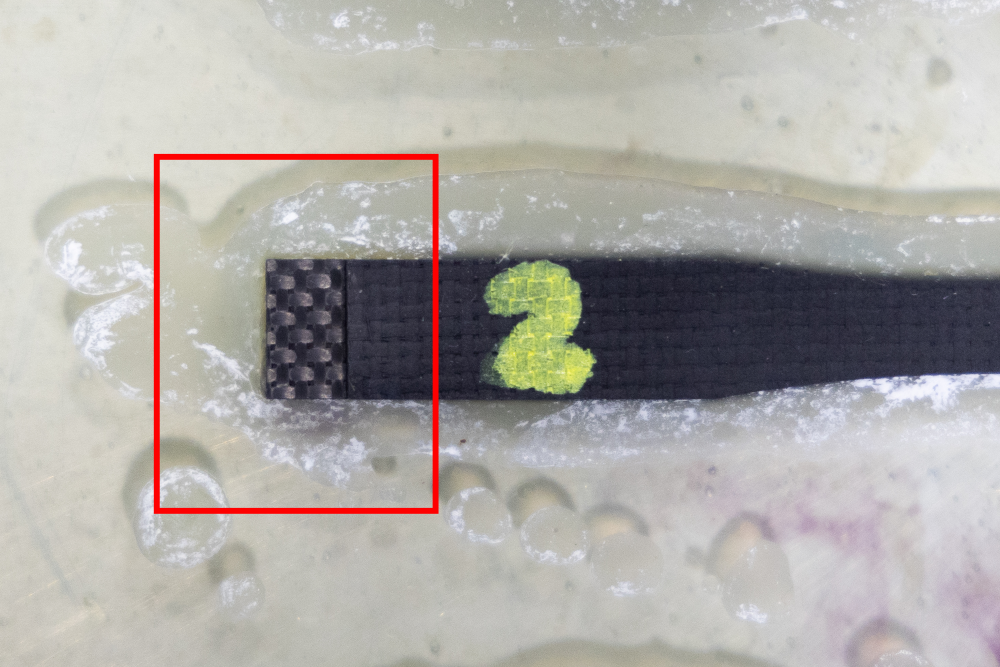
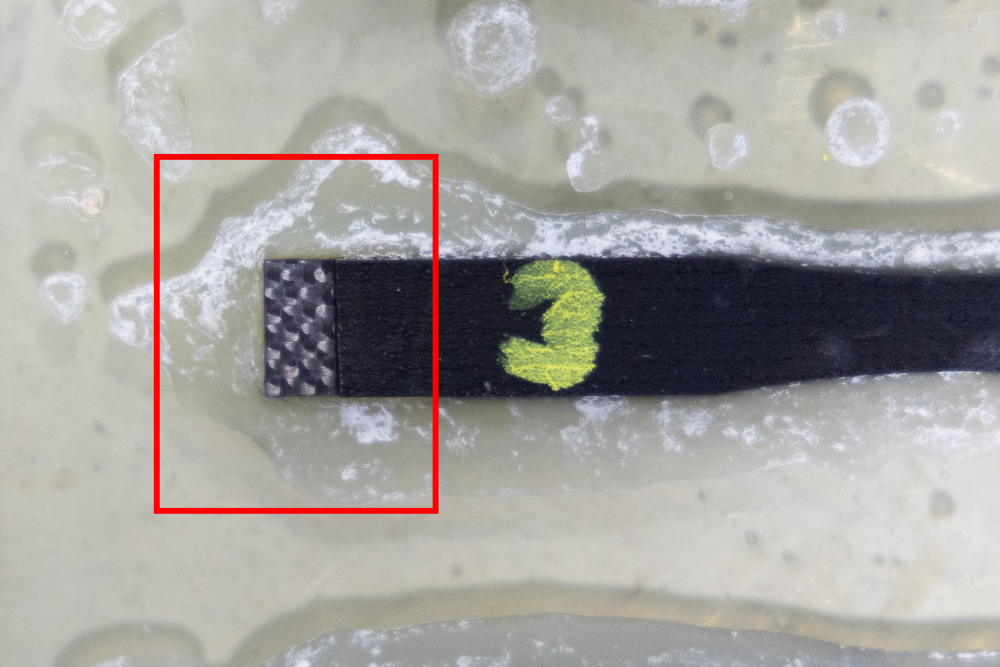
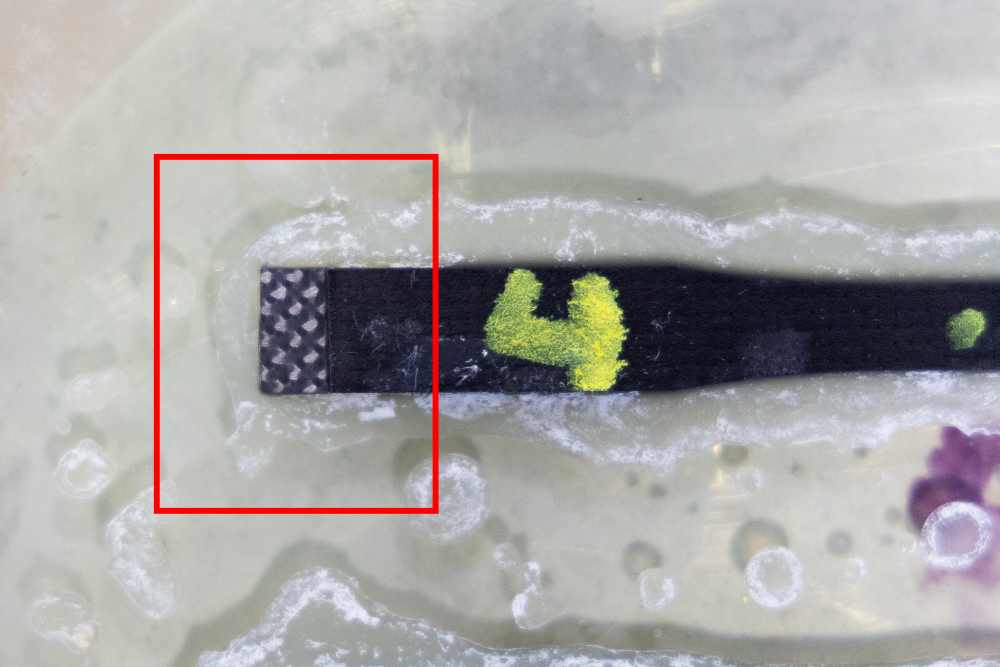
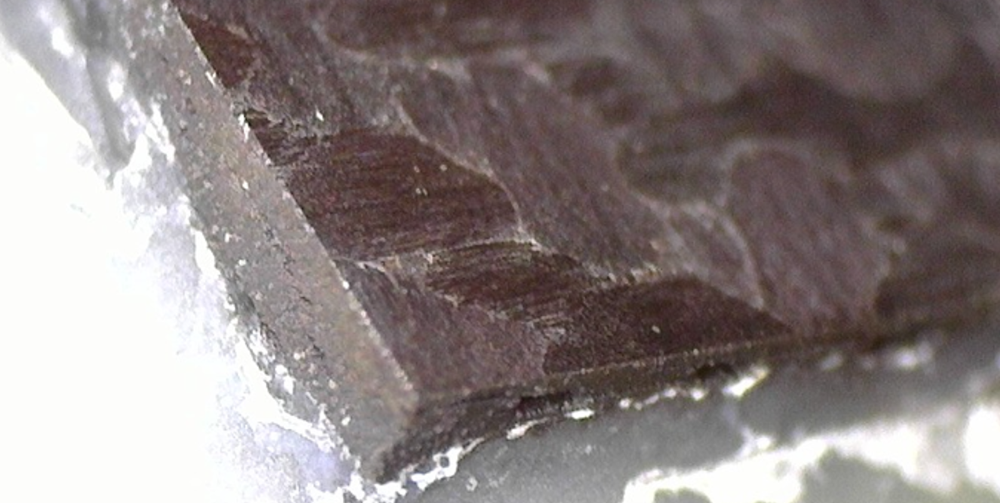
The image to the right shows a magnified view of an unprocessed C/SiC part. Four different tools were used during this testing, from a rough D181 endmill to a fine D35 endmill. All four CMC parts, numerically labeled in yellow, show the progression of surface quality when using one, two, three, or all four tools in order of roughness. As shown in the figures below, OptiSonic machining achieved smooth surfaces as well as crisp edges with no material delamination.

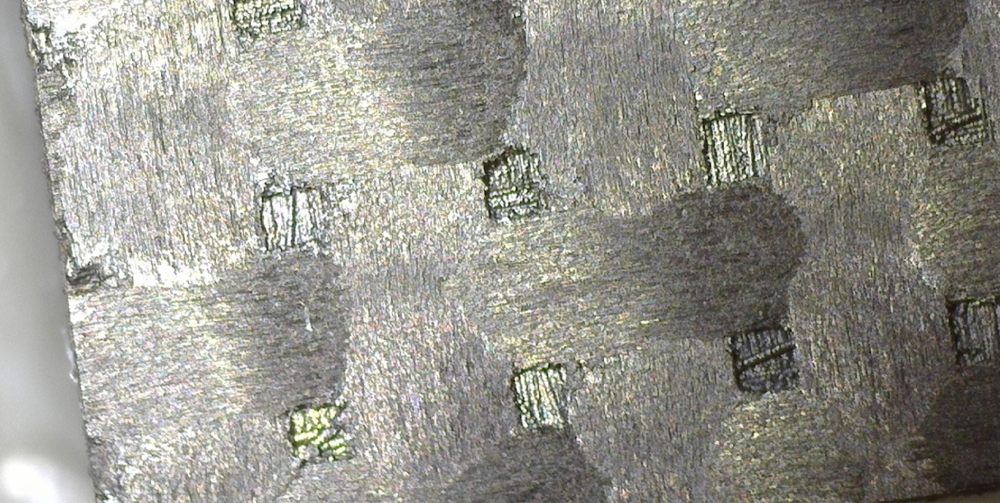
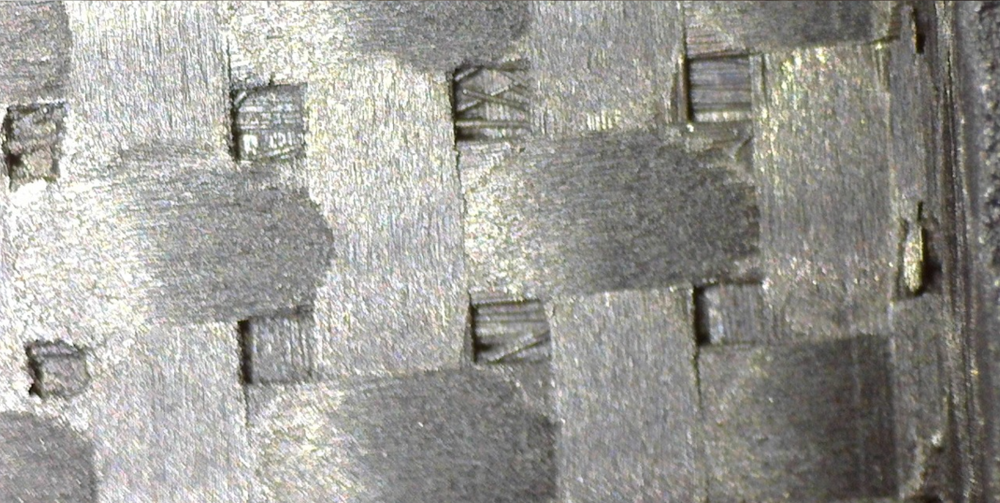
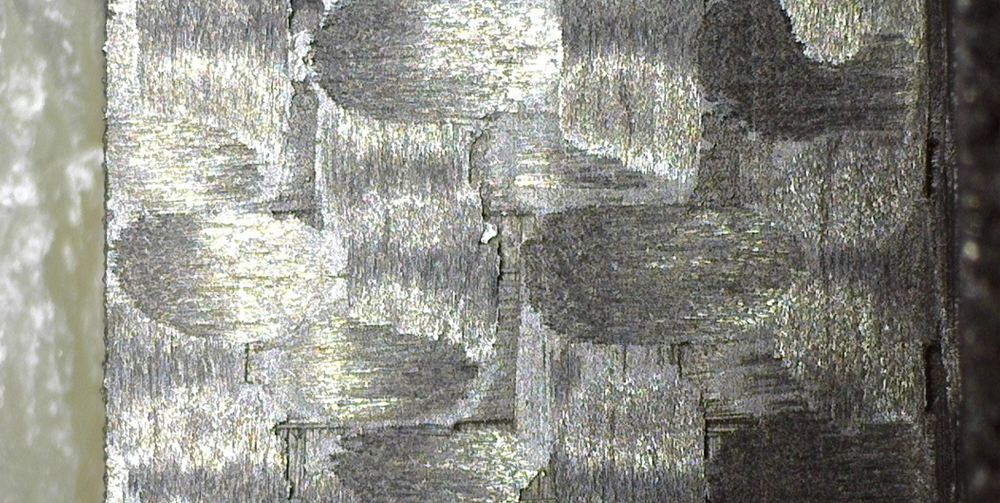
The first sample was cut using a D181 endmill at a feed rate of 200 mm/min and a depth of cut of 0.4mm. Closeup images below of the machined section of the sample show that the tool was effective as an initial step in producing smooth surfaces, edges, and corners.
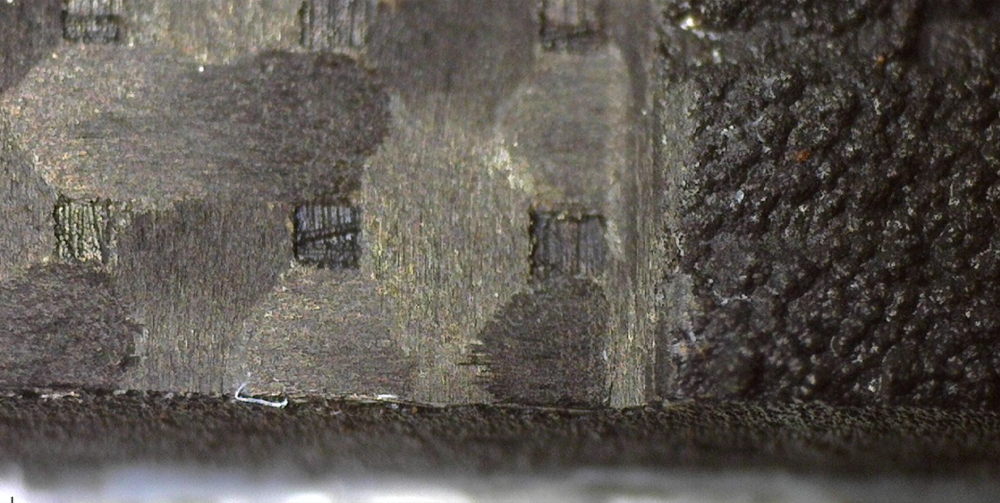


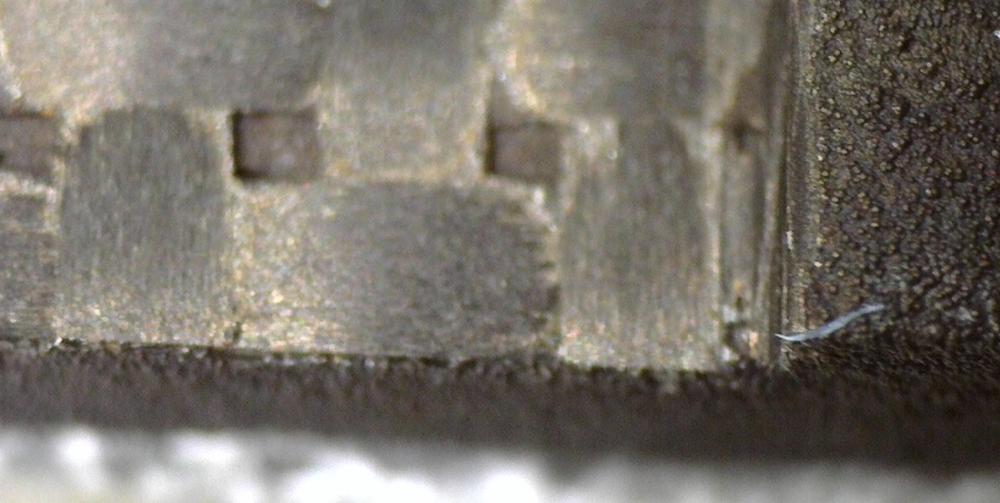
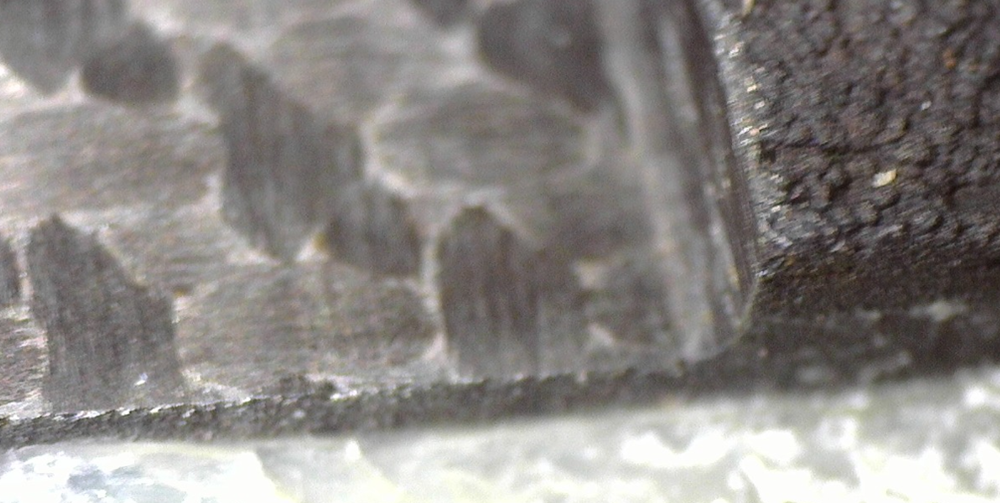
The second sample was machined using a D76 endmill at a feed rate of 100 mm/min and a depth of cut of 0.3mm. This tool was run after applying the same initial cut as sample 1. Making these two consecutive cuts resulted in further improvement to the surface, corners, edges as seen in the images below.
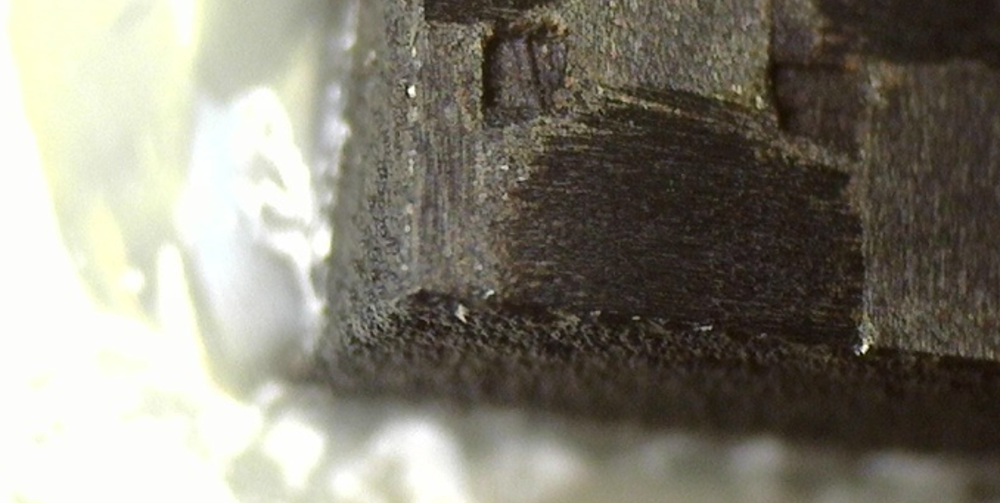

After machining with the same tools and parameters utilized for sample 2, an even finer tool, a D46 endmill, was run at a feed rate of 100mm/min and a depth of cut of 0.2mm. At this stage of testing, the inherent pockets on the surface from producing the woven material are nearly eliminated, and the corners and edges still show no material delamination.
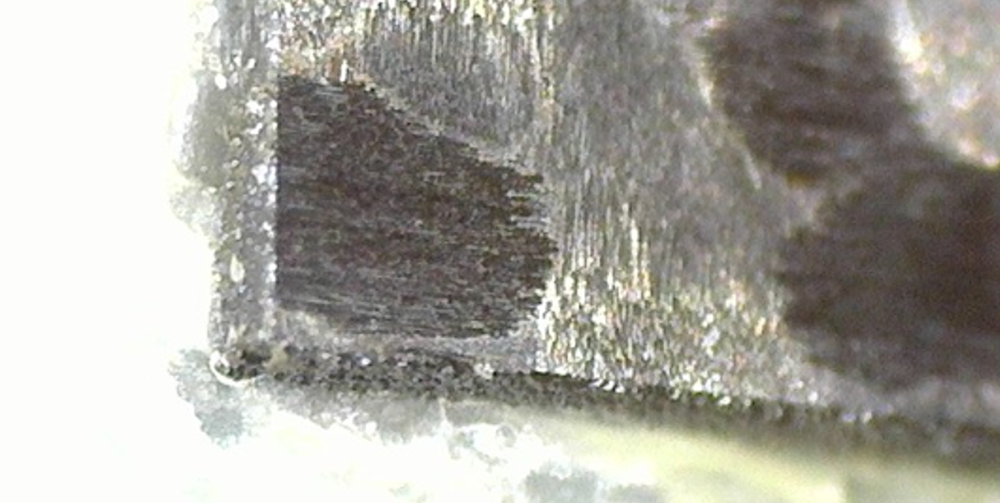

The final cut was made with a D35 endmill at a feed rate of 100/min and depth of cut of 0.2mm. Machining with the D35 tool was performed after running the same three cuts made in sample 3. The fourth and final cut fully removed the pockets in the materials and yielded the smoothest surface. In addition, the quality of the edges and corners continued to improve when compared to sample 3.


With OptiSonic machining technology, ultrasonic tool vibration promotes free cutting of material, resulting in cutting force reduction by up to 50%. This capability becomes crucial when tasked to machine challenging materials such as CMC’s. By utilizing OptiSonic machines, manufacturers can confidently cut CMC materials to achieve smooth surfaces, corners, and edges with no material delamination.
There are a variety of different CMC materials, each offering its own unique challenges and benefits. To find out if OptiSonic machining is ideal for your CMC application, contact our team today.