Bonded diamond grinding wheels occasionally need to be trued and dressed. This may be a result of normal tool wear, or excessive grinding loads if not using optimal processing parameters (i.e. – tools speeds, and feed rates). Whatever the reason may be, you will want to be able to reshape the tool and/or expose fresh diamond abrasives. This is traditionally performed in two operations: the first is a truing operation that uses some process to shape the edge of the grinding wheel. This may be a wire EDM process used by a tool vendor, a grinding wheel specifically designed for truing wheels, or by using a diamond nib. After the tool is shaped, it needs to be dressed to ensure that fresh diamonds are exposed. This operation is usually performed with an Aluminum Oxide (Al2O3) dressing stick. The Al2O3 abrasive size used will change with the diamond size of the grinding wheel you are trying to dress. The table below shows this relationship:
| Bonded Grinding Wheel Diamond Size (µm) |
Al2O3 dressing stick abrasive size (grit) |
|---|---|
| 65 and Greater (metal bond) | 150 – 320 |
| 15 (metal bond) | 320 – 800 |
| 15 (resin bond) | 800 – 1000 |
| 9 (metal bond) | 800 |
| 9 (resin bond) | 1200 |
| 6 (metal bond) | 1000 |
| 6 (resin bond) | 1200 |
| 3 (metal bond) | 1000 |
| 3 (resin bond) | 1500 |
The old way of dressing your wheel was to turn your tool spindle on at a very slow rpm, and hand dress the grinding wheel. This is not a good way of performing this operation for a couple of reasons. First, it is not safe. You should never stick your hands in a machine while the spindles are running. Secondly, it’s quite simply not a controlled efficient way of exposing fresh diamonds on your wheel.
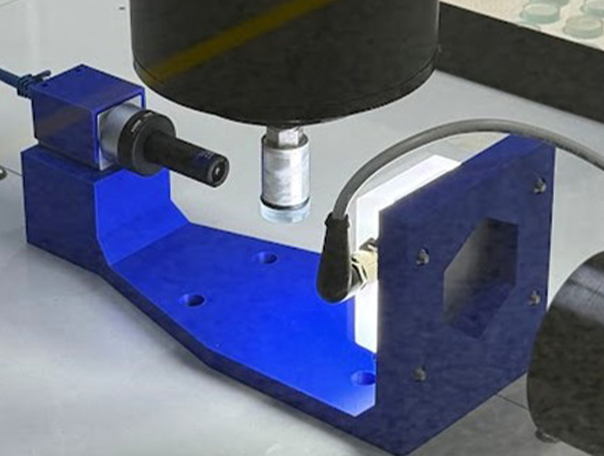
OptiPro has designed fixturing that will hold the Al2O3 dressing sticks in the workpiece spindle. This allows you to use the machine to safely and accurately true and dress your grinding wheels. The image above shows a 1 inch square dressing stick and how it is set up in a grinding platform. This is performed by first placing the proper grit dressing stick in the holder. The holder is then placed into the workpiece spindle, and the grinding wheel is moved over the center of the dressing stick so that it is almost touching. After adjusting your coolant lines, close the door, turn on your spindles and coolant, and finally program the machine to feed the grinding wheel into the dressing stick. The spindle speeds should be set similar to how they are being used during grinding and generally fed into the dressing stick at around 1 mm/min feed rate. The depth that you will have to remove from the dressing stick will vary from 1-2 mm up to tens of millimeters. This will depend on the size of the diamond abrasive (courser diamonds take longer), and the amount of material that needs to be removed from the grinding wheel if you are trying to reshape it.
This process has the benefit of both truing and dressing your grinding wheel in the same operation. By using the precise control of the CNC machine, it allows for much safer operation and better results than older dressing methods.
For more information about fixturing designed by OptiPro to dress your grinding wheels, contact APD by sending emails to APD@optipro.com.