Advancements in machining technology have enabled the manufacturing of parts that involve complex surface geometries and precision finishes. These components can be produced from optical materials, advanced ceramics, or alloys depending on the application. In the optics industry, optical designers have shifted from spherical and aspherical optics to freeform optics, as freeform optics offer increased performance. A single freeform optic can replace several optical components in a system while providing the same (or better) capability. A variety of other industries also require complex components made out of optical materials, advanced ceramics or alloys, including aerospace, automotive, medical and more.
Machines with 5 axes of motion, including OptiPro CNC optical grinding machines, OptiSonic™ ultrasonic machining centers, and UltraForm® Finishing machines, are often required to manufacture complex parts with efficiency. These machines can produce these components faster and easier than ever before when utilizing simultaneous 5-axis machining with the Rotating Tool Center Point (RTCP) function.
RTCP involves keeping the point of the tool that is cutting the part in contact with the part throughput the entire machining cycle. Several benefits are realized when performing RTCP, including increased tool life and higher quality surface finishes. RTCP also required less setup and programming and it does not require having your CAD/CAM software account for the machine Kinematics, which has numerous downfalls. Understanding Kinematics will better illustrate the functionality of RTCP.
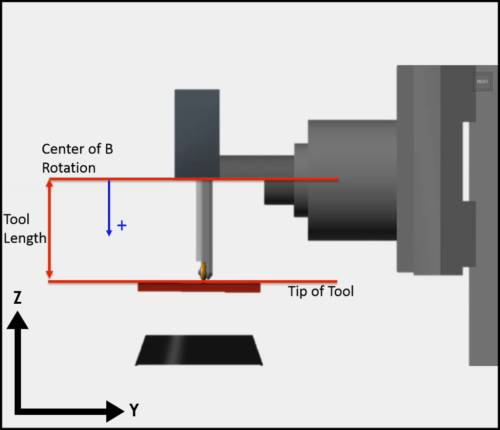
Figure 2: Tool length of an UFF 300 UltraForm Finishing Machine shown in PROSurf CAM software
Kinematics
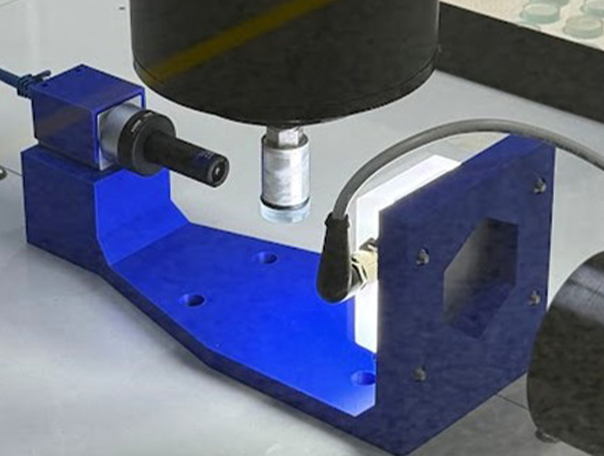
Kinematics describes how the machine is mechanically configured to the controller. The specific setup for OptiPro machines is a rotating spindle head (a B axis which rotates about the Y axis); and a rotating work chuck (the C axis) which rotates about the Z axis (see figure 1).
In essence, Kinematics allows the operator to input a tool length (distance from the spindle face to tool tip) while the controller performs the necessary calculations for any 4-5 axis movement (see figure 2).
The controller also offers an automatic Kinematic calibration program that takes rough alignment values and brings them to micron accuracy. This program is very user friendly and only takes a few minutes of run time.
Rotating Tool Center Point (RTCP)
RTCP is similar to the more common TCP (Tool Center Point) in the industry. RTCP uses Kinematics to calculate the pivot length and uses the input tool length to keep the tool tip constant. If the B axis is moved either in a program or manually jogged, both X and Z will move with it to maintain the same point of contact. Likewise, the C axis will respond in a similar manner following a X0 Y0 C0, just by moving the C axis alone (see video to the right). Having the C axis follow is the difference between TCP and RTCP.
5-axis machining of an off-axis sphere using the RTCP function. RTCP can be applied to metal, ceramic, or glass components.
Benefits of RTCP:
- Allows for ease of programming in either CAM or manual programming of G-code
- Higher accuracy due to less human error
- Being able to apply tool length normal to the spindle direction
- Less code needed
- Smoother toolpaths and rotary/linear motion
- Shorter cycle times
- Reduced Setup/Machining Time
- 3D compensation ability
Contact OptiPro today for more information or if you think your company would benefit from adding a machine with RTCP machining capability.