
Introduction

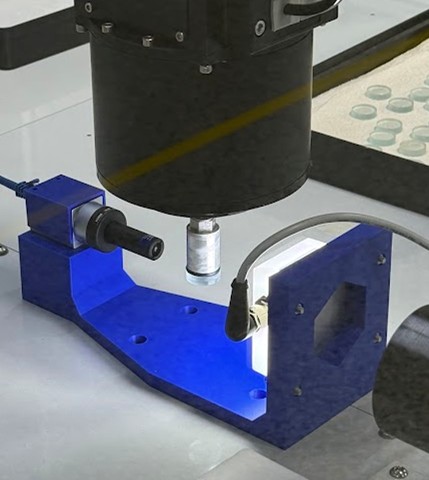
Revel Robotic Beveling Machine
Integrating machine vision directly into the Revel robotic beveling machine enables both flexible part loading and inline bevel inspection. Vision allows parts to be identified and picked directly from trays without reliance on precision mechanical fixturing, while bevel geometry can be evaluated immediately after processing within the same manufacturing cell. This combination reduces sensitivity to upstream variation, eliminates inspection lag, and improves overall process visibility.
This article documents the integration of machine vision into Revel, focusing on vision-guided tray loading and inline bevel inspection. Performance is evaluated using production data collected on plate-glass parts, including direct comparison between inline vision measurements and offline measurements performed using a Starrett HDV400 optical comparator.
Vision-Guided Part Localization and Tray Flexibility

Machine vision on the Revel allows parts to be identified and picked directly from trays without reliance on precision mechanical fixturing.
Machine vision enables Revel to identify part position and orientation directly within trays of varying design and tolerance. Rather than requiring precision nests or tight mechanical alignment features, the system calculates part coordinates relative to the robot frame in real time.
This capability provides several manufacturing advantages:
- Compatibility with multiple tray geometries
- Reduced dependence on tight tray tolerances
- Faster changeover between part types
- Improved robustness to part rotation or positional variation
By decoupling part location accuracy from tray precision, vision allows Revel to maintain consistent part presentation to the beveling process while increasing flexibility at the system level.
Inline Bevel Inspection Methodology
Vision-based measurements of parts directly after beveling
Inline bevel inspection enables geometry to be evaluated immediately after processing without removing the part from the system. Vision-based measurements are performed under controlled lighting and imaging conditions, allowing consistent feature extraction at multiple locations around the part.
For this evaluation, inspection focused on the following bevel features:
- Bevel face dimension
- Bevel leg A dimension
- Bevel leg B dimension
- Bevel angle
Measurements were collected on ten parts, with two measured locations per part (Side A and Side B), resulting in twenty paired data points. Inline measurements were captured within Revel immediately after beveling. Reference measurements were collected offline using a Starrett HDV400 optical comparator.
Differences were calculated between inline vision measurements and HDV400 measurements for each feature to evaluate agreement, repeatability, and stability.
Linear Feature Comparison: Vision vs. Starrett
Across all measured parts and sides, inline vision measurements demonstrated strong agreement with HDV400 reference measurements for all linear bevel features.
Mean absolute differences were:
- Leg A: approximately 0.0235mm
- Leg B: approximately 0.0182mm
- Face: approximately 0.0248mm
Maximum observed absolute differences remained below 0.06mm for all linear dimensions. Standard deviations for leg A, leg B, and face measurements ranged from approximately 0.013mm to 0.015mm, indicating tight clustering and stable measurement behavior.
No systematic bias was observed. Differences were distributed between positive and negative values, confirming that the vision system did not consistently overestimate or underestimate bevel dimensions relative to the HDV400.
1. Bevel Face Comparison
Bevel face measurements collected inline closely track HDV400 reference values across all evaluated parts and sides. Differences remain small and evenly distributed, indicating consistent dimensional extraction under production conditions.
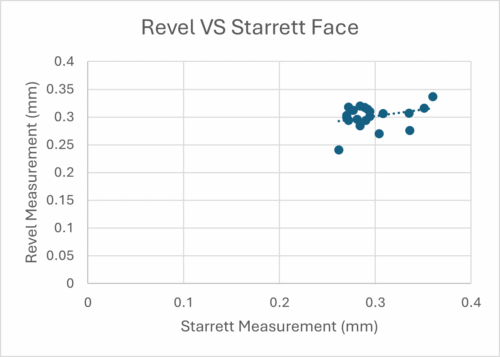
Figure 1. Scatter comparison of bevel face measurements collected using inline vision inspection and HDV400 reference measurement. Results demonstrate tight agreement and absence of systematic bias.
2. Bevel Leg A Comparison
Leg A measurements show similarly strong agreement between inline vision inspection and offline optical comparator measurements. The low mean absolute difference and narrow standard deviation confirm repeatable feature detection across parts and sides.
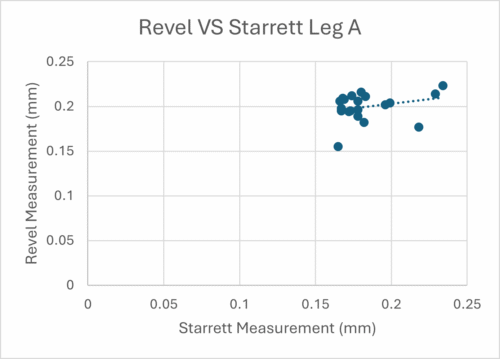
Figure 2. Scatter comparison of bevel leg A measurements between inline vision inspection and HDV400 reference data. Distribution confirms stable dimensional agreement across all evaluated samples.
3. Bevel Leg B Comparison
Leg B measurements exhibited the smallest mean absolute difference among the linear features evaluated. Differences remained tightly bounded, and no directional measurement bias was observed.
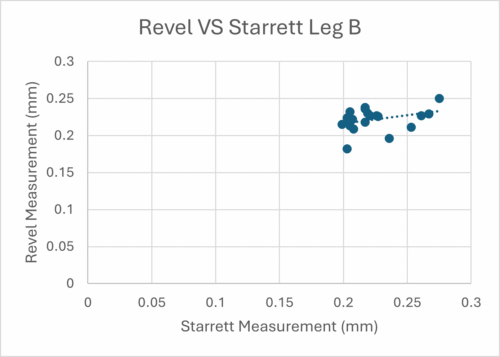
Figure 3. Scatter comparison of bevel leg B measurements between inline vision inspection and HDV400 reference measurements. Results show consistent dimensional extraction without drift or orientation dependence.
Collectively, the linear feature comparisons confirm that inline vision inspection produces dimensionally consistent measurements aligned with offline optical comparator data. The tight clustering observed across all three linear features supports the suitability of inline vision inspection for production-level validation.
Bevel Angle Comparison
Bevel angle measurements exhibited greater numerical variation than linear dimensions, which is expected due to the sensitivity of angle calculations to edge detection and reference line definition.
The mean absolute difference between inline vision and HDV400 angle measurements was approximately 1.56°, with a maximum observed difference of 4.61° and a standard deviation of approximately 1.18°. Angle differences did not trend in a single direction and did not increase across parts or sides.
Angle measurement is particularly sensitive to how bevel edges are defined during inspection. Offline optical comparator measurements require manual feature selection, introducing operator-dependent interpretation. Inline vision inspection applies consistent edge-detection logic across all measurements, resulting in repeatable angular values even when small numerical offsets exist between systems.
The stability of angle differences across the dataset indicates consistent feature extraction rather than process variability.
Repeatability and Measurement Stability
Across all evaluated features, inline vision inspection demonstrated consistent repeatability. Standard deviation values remained stable across parts, sides, and measurement locations. No evidence of drift, orientation bias, or degradation in measurement performance was observed.
The absence of increasing error or clustering confirms that the vision system maintains calibration and consistent imaging conditions throughout the inspection sequence.
Manufacturing Impact of Vision Integration
The integration of vision into Revel provides measurable benefits at the system level:
- Flexible tray usage without precision fixturing
- Reduced tooling cost and changeover complexity
- Immediate verification of bevel geometry within the production flow
- Reduced reliance on offline metrology for routine inspection
- Higher inspection frequency without throughput penalty
- Improved process visibility and confidence during production
By combining automated beveling, vision-guided handling, and inline inspection, Revel operates as a closed-loop manufacturing system with reduced sensitivity to upstream variation and improved process control.
Conclusion
The integration of machine vision into Revel enhances system capability by enabling flexible part localization and inline geometric verification within the same manufacturing cell.
Comparison data shows strong agreement between inline vision inspection and offline optical comparator measurements for bevel face, leg A, and leg B dimensions, with tightly bounded variation and no systematic bias. Angle differences remain stable and consistent with expected measurement methodology differences.
These results confirm that integrating vision into Revel strengthens process control, increases operational flexibility, and supports scalable production in modern optical-manufacturing environments.
Contact us today for more information on the benefits of adding Revel with machine vision to automate your beveling process.
Technical Paper:
Automation in Optical Manufacturing: Handling, Processing and Inspection


