Overview

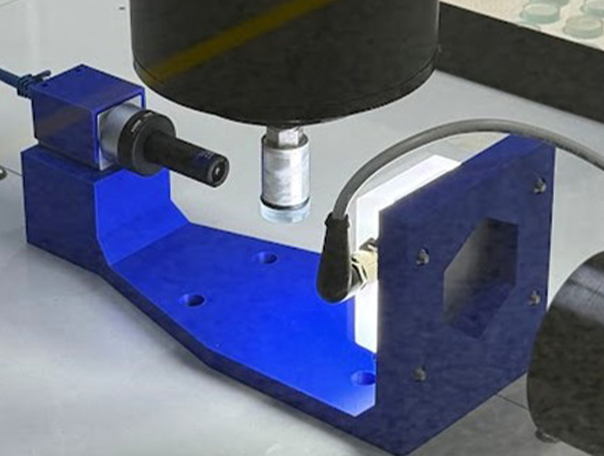
Revel robotic beveling machine for repeatable optics beveling
Bevel geometry directly affects edge durability, coating performance, handling safety, and downstream processing of precision optics. As tolerances tighten, bevel uniformity and angular stability become increasingly important to maintain predictable part behavior throughout manufacturing. Revel™ robotic beveling machine provides controlled and repeatable optics beveling by maintaining constant force, defined kinematics, and consistent tool-to-edge interaction.
Revel standardizes all variables influencing bevel formation using a collaborative FANUC CRX-10iA/L robot and recipe-driven parameters. By maintaining consistent force, spindle speed, and part presentation, Revel produces uniform bevel geometry around the entire circumference of each optic. This case study evaluates the Revel’s performance on plate-glass parts, focusing on bevel-width uniformity, angle stability, and tooling effects.
Automated Beveling with Revel
Revel regulates all critical bevel-formation parameters using a FANUC CRX-10iA/L, ensuring that bevel geometry is produced under tightly controlled and repeatable conditions:
- Controlled force
The robot can be set up to 10 N of constant force, providing stable material removal and preventing overload that causes micro-fracture. - Defined kinematics
The grinder spindle operates up to 300 rpm while the end-of-arm tooling (EOAT) can also rotate up to 300 rpm, producing uniform edge engagement independent of operator influence. - Repeatable motion path
Tool-to-edge contact is determined by programmed motion rather than hand movement, eliminating local dwell inconsistency. Robot repeatability ±0.04mm. - Stable part presentation
The system enforces consistent alignment and support so the tool engages the edge under the same geometric conditions for every part. - Process traceability
All parameters are recipe-driven and repeatable across shifts and production lots.
These characteristics establish Revel as a controlled beveling process suitable for high-precision optical manufacturing.
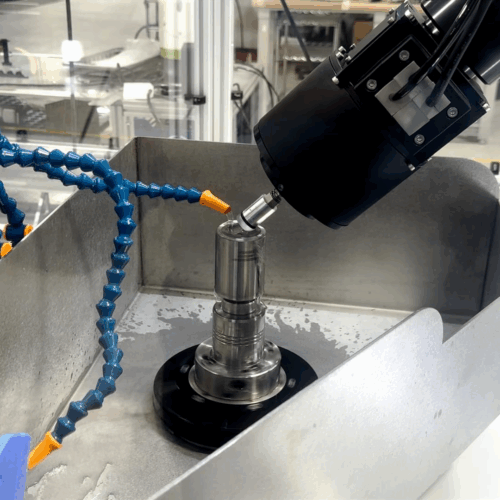
Revel performing controlled and repeatable bevel formation on round optics with cup tool
Dataset and Test Conditions
Two production runs were performed on 21 mm diameter, 5.6 mm thick plate-glass samples. Each part was measured at three circumferential locations for bevel width and bevel angle.
- Run 1 used 5 N applied force, 260 rpm lower spindle speed, 45 rpm EOAT rotation using a flat tool.
- Run 2 used 5 N applied force, 280 rpm lower spindle speed, 35 rpm EOAT rotation using a cup tool.
- Both runs used water as coolant, and identical end-effector hardware.
The study evaluates circumferential uniformity, run-to-run consistency, and the influence of tool type—flat abrasive vs. cup wheel—on bevel formation.
Results Summary
Run 1 – 1200-Grit Flat Tool
The flat tool followed the expected wear pattern, producing a gradual reduction in bevel width over the sequence.
- Mean width: 291 µm (SD 28 µm)
- Mean circumferential spread: 24 µm
- Mean angle: 45.3° (SD 1.6°)
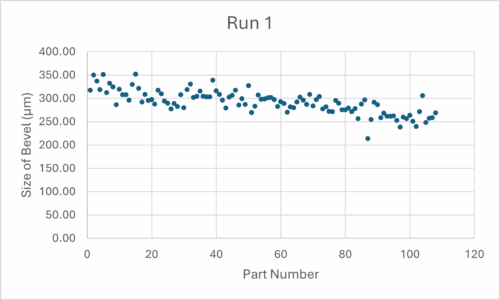
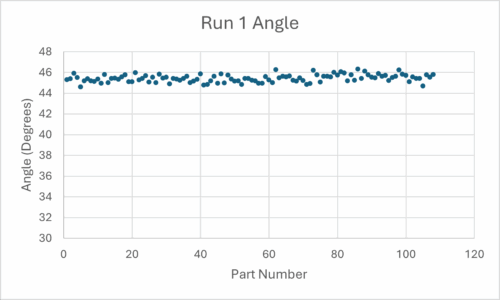
Despite the width trend, circumferential uniformity remained strong, and angle variation stayed stable at an average of 1.38° per part.
Run 2 – D20 Cup Tool
The cup tool maintained its geometry throughout the run, resulting in no width trend.
- Mean width: 267 µm (SD 20 µm)
- Circumferential spread: 31 µm
- Mean angle: 44.2° (SD 0.91°)
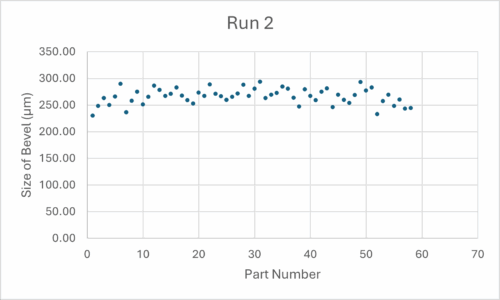
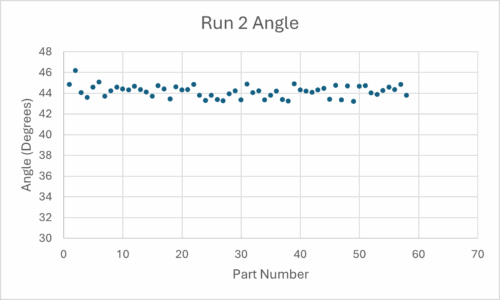
Angle variation per part averaged 1.48°, consistent with Run 1. Tool geometry, not robot drift, accounted for the difference in average angle and width.
Comparative Observations
Both runs showed:
- Low circumferential variation
- Angles consistently near 45°
- No positional bias or kinematic drift
- Expected differences based solely on tool-wear behavior
Key Takeaways
- Consistent bevel geometry across all samples
- Stable angle formation independent of tool type
- Predictable changes driven by known abrasive-wear characteristics
- Circumferential variation within tight bounds
- Strong repeatability across two full production sequences
- Cup tools demonstrated superior long-run stability
Conclusion
Revel demonstrated controlled and repeatable bevel formation with stable width, stable angles, and predictable tooling effects. Cup tools are recommended for production due to superior long-run performance. The results confirm that Revel provides a high-precision, scalable beveling solution suitable for modern optical-manufacturing environments.
Contact us today for more information on how the Revel can automate your beveling process and free technicians of this tedious task.
Revel Case Study: Extended Version
Find out additional information about the Revel’s features, capabilities, and benefits.