The positioning accuracy of CNC machines has a major impact on machining quality and efficiency. Positioning accuracy is determined by repeatability and reproducibility, which is how consistently the machine can return to the same position over time and under varying conditions.
The positioning accuracy of CNC machines has a major impact on machining quality and efficiency. Positioning accuracy is determined by repeatability and reproducibility, which is how consistently the machine can return to the same position over time and under varying conditions.
The Importance of Repeatability
Repeatability refers to a CNC machine’s ability to return to the same programmed position under identical conditions – same setup, same tooling, same environment.
Key Benefits:
Consistent Part Quality
- Once a process is dialed in, repeatability ensures every part matches the first one. This is critical for tight-tolerance industries like optics or aerospace.
Reduced Scrap and Rework
- Less variation means fewer out-of-spec parts, saving material and labor costs.
Process Stability
- Operators can trust that the machine will behave predictably, reducing the need for constant adjustments.
Better Surface Finishes
- Consistent tool paths lead to uniform cutting conditions, improving finish quality.
The Importance of Reproducibility
Reproducibility is the machine’s ability to achieve the same result under varying conditions – different operators, setups, days, or even different machines.
Key Benefits:
Reliable Multi-Shift Production
- Parts remain consistent regardless of who is running the machine or when.
Scalability Across Machines
- Programs can be transferred between machines with confidence—essential for production environments.
Simplified Training & Operation
- Less dependence on operator “feel” or tribal knowledge.
Quality Assurance Confidence
- Easier to pass inspections and maintain certifications (e.g., ISO standards).
Why Both Matter Together
- Repeatability = short-term consistency
- Reproducibility = long-term & cross-condition consistency
When a CNC machine excels at both:
* You get predictable, high-yield production
* You can standardize processes across your shop
* You reduce hidden variability that leads to costly defects
OptiSonic 530 Machine Repeatability/Reproducibility Study
 Our applications team conducted a study to document how thermal change over time influenced machine positioning repeatability/reproducibility on OptiPro’s machining centers.
Our applications team conducted a study to document how thermal change over time influenced machine positioning repeatability/reproducibility on OptiPro’s machining centers.
Equipment utilized:
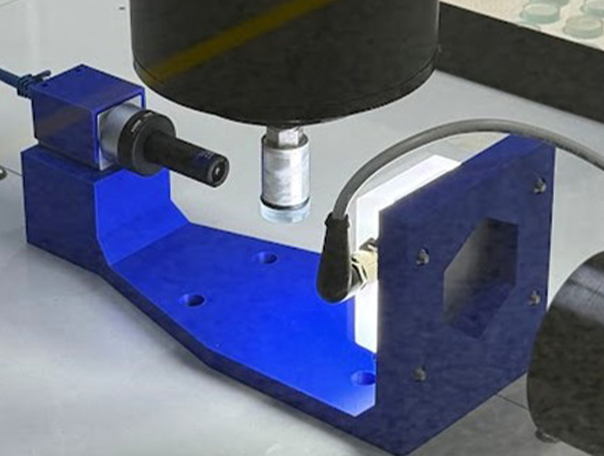
- Machine Platform: OptiSonic 530 ultrasonic machining center
- Probing Metrology: Renishaw OMP40 RF Probing System (+/-1um accuracy)
- Temperature Metrology: HOBO UX100 Temp/RH Logger
- Probing Artifact: Stainless Steel 25mm Precision Pin
The OptiSonic 530 was setup with maximum coolant running, centrifuge running, coolant chiller set to 72° F, and spindle running at 5k RPM. The only time the machine was not running in these conditions was about every 15 minutes when probing measurements were performed, which took roughly 2-3 minutes. The chiller readout temperature was also recorded. This was shown to mimic that of the in-machine temperature over time. The total in-machine thermal change was observed to be a total of 1.768 degrees over a period of 5 hours (See graph below in Figure A).
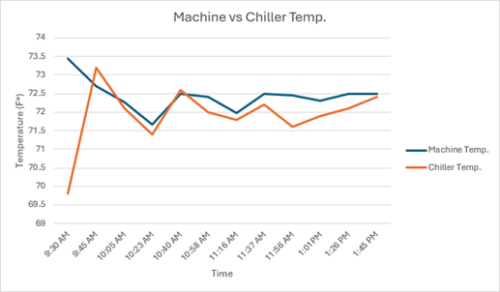
Figure A: Graph showing in-machine & machine chiller temperature over time.
The first set of data points recorded at 9:30am are offset as this was the machine and chiller temperature upon initial start-up (they were “cold”). After about ½ hour of run time, the temperatures settled out to the tune of about +/-0.5 degrees of fluctuation.
To track the machines alignment change over time, a 25mm stainless steel pin was used to probe and record the X, Y & Z and diameter values to a separate offset table each time. The total deviation over 5 hours of runtime for each recorded value can be seen below in Figure B:
| Z Change/Time | X Change/Time | Y Change/Time | Diameter Change/Time | |
|---|---|---|---|---|
| Standard Deviation (mm) | 0.002866 | 0.001828 | 0.001041 | 0.001931465 |
| Min (mm) | 477.9618 | 175.6349 | 270.4450 | 24.986 |
| Max (mm) | 477.9709 | 175.6413 | 270.4489 | 24.992 |
| Max-Min (mm) | 0.0091 | 0.0064 | 0.0039 | 0.006 |
Figure B: Chart showing X, Y, Z position, as well as diameter, change over time (see Figure A).
As you can see in Figure B, the Z-axis saw the most total change, recording 9um of total drift over 5 hours, with a standard deviation of 0.0028mm. The X-Axis changed a total of 6um with a standard deviation of 0.0018mm and Y-axis changed 4um with a standard deviation of 0.0019mm. As shown in Figure C below, the Z-axis also demonstrates a “settling” pattern in-line with the machine and chiller temperature.

Figure C: Graph showing the Z-Axis positional change over time.
The X and Y axes demonstrated half of the standard deviation as the Z, which is visually apparent on their respective graphs:
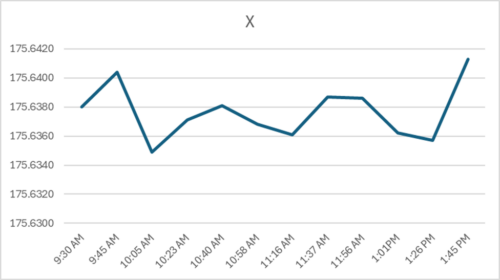
Figure D: Graph showing the X-Axis positional change over time.
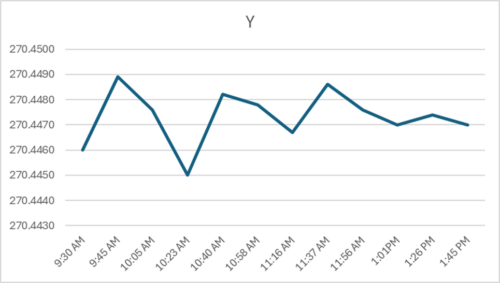
Figure E: Graph showing the Y-Axis positional change over time.
Bottom Line
High repeatability and reproducibility turns a CNC machine from a “capable piece of equipment” into a reliable production system. Both directly influence profitability by improving yield, reducing downtime, and enabling scalable, high-precision manufacturing. Contact us today for more information and realize the benefits of the positioning accuracy of OptiPro CNC machines.