
Syntec Optics Company Profile
 Syntec Optics is one of very few facilities worldwide with deep expertise in diamond turning, mold manufacturing, and design for manufacturability. Syntec Optics offers the right method for your application, including Single Point Diamond Turning and their patented High Refraction Diamond Turning.
Syntec Optics is one of very few facilities worldwide with deep expertise in diamond turning, mold manufacturing, and design for manufacturability. Syntec Optics offers the right method for your application, including Single Point Diamond Turning and their patented High Refraction Diamond Turning.
Their state-of-the-art facility located in Rochester, NY along with the latest manufacturing equipment means that customers can count on Syntec Optics to deliver repeatable results to sub-micron levels.
Challenge
Syntec Optics had a 25-piece prototype order that involved a material that is difficult to diamond turn. In addition, the geometry of the part increased the diamond turning challenge. Because of the challenging material and part geometry, the surface of each part needed to be measured during setup, after each machining cycle, and during final inspection. To successfully complete the job in the necessary timeframe, Syntec Optics would need to utilize a metrology instrument that efficiently and accurately analyzed the lens surface form during each phase of the manufacturing process.
Technical Situation
The geometry of this lens included an S1 convex asphere and S2 concave asphere. The surface tolerance specification had a 0.1% error on the base radius with 1.5 fringes PV. The material was OKP4, a high refractive index polyester resin. OKP4 is a very challenging material to diamond turn due to the fact that it rips and smears instead of sheering. The way the material cuts often leads to an increase in PV on the part. To add to the difficulty, the lenses were square, measuring approximately 12.7mm in both directions, with a rather thin center thickness of 1mm. Square lenses are difficult to diamond turn as they do not have “hoop strength” and are prone to astigmatism.
To prove there was no astigmatism, 100% inspection was required, and each surface needed to be traced with a contact profilometer at least three times. A total of 150 “final traces” were necessary to verify the finished parts. When you include setup, test tracing, and tracing to group parts with similar errors, approximately 300 traces were performed on 25 parts. Because this job involved a large number of traces from multiple users, it was imperative that the metrology data was consistently accurate to ensure that there were no delays in the workflow so that the parts were manufactured efficiently.
Solution
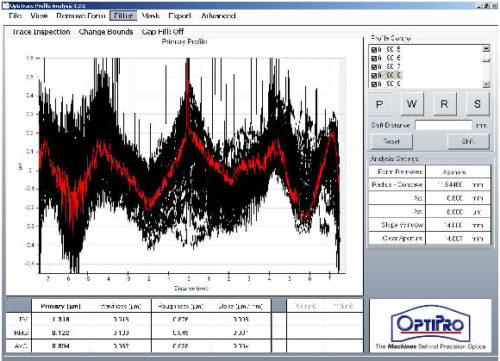
The figure above shows 63 of the final 150 traces used to capture the form on one surface of the 25 parts. The OptiTrace 5000 was calibrated and verified once at the beginning of the process on a Friday. The last trace of this project was made on the following Wednesday. Thus, six days between start and finish with one calibration and verification. As you can see, (minus the noise) all the traces fall approximately on top of one another.
In 2013, Syntec Optics purchased the OptiTrace 5000 contact profilometer so that the company could further enhance their manufacturing capabilities. The OptiTrace 5000 incorporates; OptiPro’s powerful OptiTrace software, an ergonomic environmental enclosure, and the ZEISS Surfcom 5000 to accomplish fast and precise contour measurement and surface roughness analysis. Shortly after their purchase, they received this prototype order – and the benefits of the OptiTrace 5000 were immediately realized.
To perform the job, two diamond turning machines were set up to cut the parts, S1 in one machine and S2 in another, with the OptiTrace 5000 being utilized throughout the process to perform traces on each part for surface analysis as well as for verifying completed parts. Syntec Optics had two operators working back-to-back cutting and tracing parts, multiple times, in rapid succession. The operators would cut the parts, trace, and then group parts with similar errors together. This was followed by adjusting the diamond turning machine/creating a comp file, re-cutting to remove the errors, and then performing measurements to confirm final shape. The OptiTrace 5000’s ability to hold a rock-solid calibration between multiple users and setups over the duration of this project allowed Syntec Optics to focus on the task at hand, rather than questioning the accuracy of the instrument.
Impact
Ryan Kromm, Diamond Turning Foreman at Syntec Optics, states:
“Having run the OptiTrace 5000 since May of 2013, the stability and repeatability has continued to build our confidence in the instrument. We perform measurement after measurement and get clean and consistent data all day long.
This 25-piece prototype job is a perfect example of the benefits of the OptiTrace 5000. Throughout the entire job, the OptiTrace 5000 produced clear and accurate data, allowing the operators to confidently make adjustments to the diamond turning machines when removing errors from the parts. Speed and repeatability were crucial for this job – if the SPDT machine cutting S1 was held up, inevitably the SPDT machine cutting S2 would also get held up. The OptiTrace 5000 easily supports four diamond turning machines and four operators. The data pool feature in the OptiTrace software allowed each user to setup a profile for their specific part, yielding a time savings by not having to re-enter tracing parameter data. In addition, OptiTrace allowed us to analyze multiple traces at one time vs. individual traces. Because of the OptiTrace 5000’s capabilities, we were able to meet our customer’s requirements by completing this order within the required timeframe.
The OptiTrace 5000’s ability to fulfill our measurement requirements was paramount in the purchase decision; however we were completely sold when we learned of the high level of service and support that comes standard with OptiPro’s machine sales. OptiPro’s willingness to work with us to develop solutions for difficult-to-measure parts will allow us to continue to grow as a company by taking on work that other companies shy away from.”


